

Internal impurities are the single most common reason natural crystal gua sha tools fail quality inspection — not at the end of the production line, but long before that, in decisions made during raw material handling and early-stage processing. Data from a 500-piece internal production study conducted by Deyi Gems in 2021 shows that a structured three-stage process — shape mapping, rough cutting, and final grading — reduces the occurrence of internal impurities and micro-fractures in natural crystal gua sha production by over 95%. That result is not achieved by better inspection at the end of the line. It is achieved by intercepting defects at the earliest viable point in the process, before manufacturing cost accumulates around material that will ultimately be rejected.
This article examines exactly how that process works — step by step, material by material — covering both natural crystal and synthetic fused crystal. It also addresses two supplementary techniques that experienced gua sha manufacturers use in specific circumstances, and their documented limitations. Whether you are evaluating a gua sha factory as a potential supplier or building internal QC benchmarks for an existing relationship, the process logic described here gives you a concrete, technically grounded framework for those assessments.
- Why Internal Impurity Control Starts With Understanding the Material, Not the Machine
- Controlling Internal Impurities in Natural Crystal Gua Sha Production: The 3-Stage Pipeline
- How Gua Sha Manufacturers Control Impurities in Fused Crystal and Synthetic Materials
- Two Supplementary Techniques Used in Gua Sha Production — and Their Actual Limitations
- FAQs About Gua Sha Factory's Quality Control Process
Why Internal Impurity Control Starts With Understanding the Material, Not the Machine

The most common mistake in gua sha factory quality control is applying the same defect management logic to fundamentally different materials. Natural stone and synthetic fused crystal share a product category — both are used to make gua sha tools — but they require entirely different process frameworks, because the origin and nature of their internal defects are entirely different. A factory that treats all materials identically will underperform on at least one category, usually without recognizing the specific mechanism of failure.
Understanding why requires a clear-eyed look at what “internal impurity” actually means in each material type, before any discussion of how to address it.
Natural Crystal vs. Fused Crystal: Two Materials, Two Defect Origins, Two Control Strategies
In natural gemstone materials — rose quartz, clear quartz, jade, green aventurine — internal inclusions, mineral formations, and hairline fractures are geological features. They formed over thousands to millions of years under temperature and pressure conditions that cannot be reversed or modified by anything that happens inside a manufacturing facility. The GIA (Gemological Institute of America) explicitly documents these formations as inherent characteristics of natural quartz, not quality failures. What this means operationally is that no tool, chemical process, or technique available in a standard gua sha production environment can remove these features from natural stone without risking structural damage to the material. The correct strategic response is not elimination — it is intelligent avoidance during the layout and cutting stages, combined with grading-based separation at the end.
Fused crystal — including synthetic quartz, fused silica, and resin-based composites — is manufactured rather than mined. Its internal defects are not geological events; they are manufacturing artifacts: gas bubbles from trapped atmospheric air or moisture vapor, undissolved raw material particles, and thermally induced micro-fractures from improperly managed cooling. Because these defects are caused by specific, identifiable process variables, they can be directly reduced — often dramatically — by controlling those variables with greater precision. A gua sha manufacturer working with synthetic materials has, in principle, direct quantitative control over the defect rate from the very beginning of the production run. The question is whether that control is actually exercised.
For anyone evaluating a gua sha factory supplier, this material distinction is the first and most important diagnostic frame. Impurity rates in natural crystal are primarily a function of how early in the process defects are identified and avoided. Impurity rates in fused crystal are primarily a function of how rigorously manufacturing parameters are controlled upstream. Confusing these two frames produces incorrect conclusions when assessing supplier quality data.
Controlling Internal Impurities in Natural Crystal Gua Sha Production: The 3-Stage Pipeline
Natural crystal gua sha production cannot be quality-controlled by inspection alone. By the time a finished gua sha tool reaches the final examination stage, every unit of manufacturing investment — raw material cost, machine time, labor, surface finishing — has already been committed to that piece. A defect found at final inspection does not recover any of that cost. It only confirms the loss. The professional approach is structured around a different logic: intercept defects at the moment in the process where they cost the least to address, and use each successive stage to catch what the previous stage did not.
The three-stage pipeline described below is the operational implementation of that logic. Each stage has a measurable, documented contribution to cumulative defect reduction. Each stage targets defects that the previous stage could not reliably catch. Together they produce a cumulative result — over 95% defect reduction — that no single-stage inspection process can match.
1 — Shape Mapping in the Gua Sha Factory: The Step That Eliminates 80% of Defects Before Any Cut Is Made
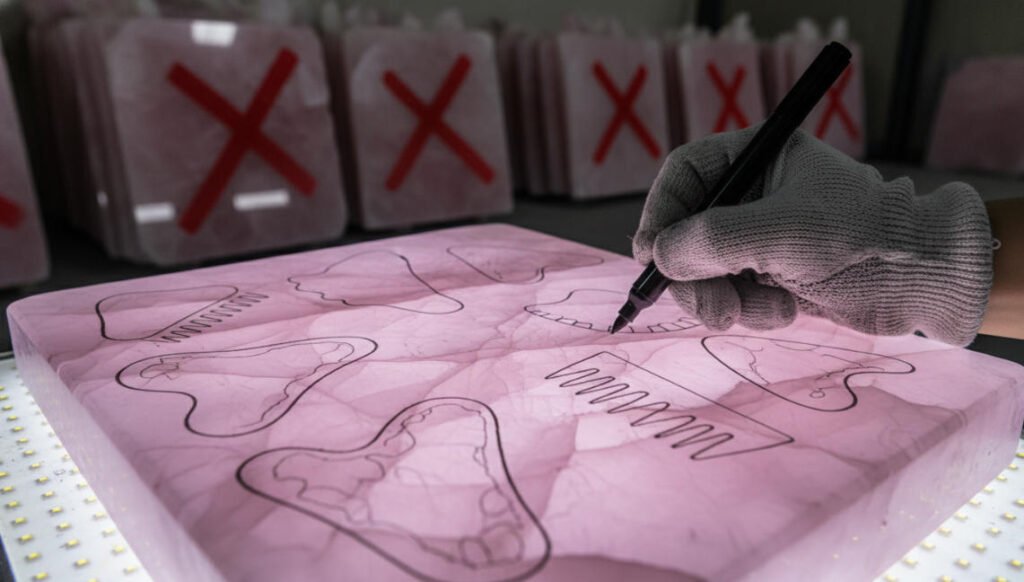
Shape mapping is performed on pre-cut natural crystal or jade slabs, before any shaping work begins. A worker holds each slab against a high-intensity directional light source, allowing light to pass through the material and reveal internal structures that are completely invisible under ambient lighting. Inclusions, mineral deposits, cloud formations, and hairline fractures become visible as the transmitted light interacts with their internal boundaries. The worker traces these flagged zones directly onto the slab surface using a high-contrast marker, creating a visual map of the material’s internal defect distribution.
When the intended gua sha outline is then drawn onto the slab, it is routed to avoid all flagged zones — meaning that identified defects are physically excluded from the cut shape before a single blade contacts the stone. According to the 2021 internal production study by Deyi Gems (500-piece sample), this single step reduces the probability of internal impurities appearing in the finished gua sha tool by more than 80%. The mechanism is straightforward: decisions made at the layout stage are far cheaper than corrections made during or after cutting. Routing around a known inclusion costs seconds of planning time. Discovering that inclusion at the cutting stage — or worse, at final inspection — costs the full manufacturing investment in that piece.
Shape mapping requires two things that are not universally present in gua sha factory operations: appropriate lighting equipment and workers trained to read natural stone structure accurately under transmitted light. Factories operating at compressed margins frequently omit this step, substituting faster but less effective visual inspection during cutting. The defect rate difference between operations that perform shape mapping and those that do not is consistent and significant.
2 — Rough Cutting: How the Gua Sha Factory Cutting Stage Exposes Hidden Defects
Shape mapping reduces the probability of defects appearing in finished products by over 80% — but it does not reach 100%, because some fractures and inclusions are subsurface features with no visible surface expression under transmitted light. The rough cutting stage functions as the second filter, exposing these previously undetectable defects in a controlled way and at a point where corrective options still exist.
A worker uses a compact bench-top cutting machine to follow the mapped outline, cutting the rough gua sha profile while leaving 1–2mm of buffer material beyond the intended final dimensions. This buffer is not cosmetic tolerance — it is a deliberate operational reserve. As the International Gem Society (IGS) documents in its quartz reference materials, subsurface fractures in natural quartz frequently become visible only when a fresh cross-section is created, which is exactly what the cutting process produces. The 1–2mm buffer preserves the option to adjust the cut line in response to a defect that was not visible before the cut was made.
When a hidden defect surfaces during cutting, an experienced worker evaluates whether the cut line can be adjusted within the buffer zone to isolate and remove the defect without breaching the minimum product dimensions. If isolation is possible, it is executed. If the defect is too large, too deep, or too central to the profile to be removed without compromising the finished dimensions, the piece is downgraded — classified to a lower product tier and physically separated from the primary production run. This downgrade protocol matters because it determines what happens to compromised material. In a well-run gua sha factory, compromised material has a documented exit path that leads it away from primary shipments. In a factory without this protocol, the default path for borderline material is to continue forward into the finished goods queue. By the completion of the cutting stage, cumulative defect reduction across the Deyi Gems production pipeline reaches over 90%.
3 — Final Quality Inspection: Grading Every Piece and Pushing the Defect Rate Below 5%
The third stage is the last human checkpoint before any natural crystal gua sha tool moves to outbound logistics. Experienced quality control personnel examine each finished piece individually under strong directional lighting, assessing internal clarity, surface condition, dimensional conformance, and edge integrity. Every piece is assigned a quality grade against pre-defined, written criteria. Pieces that fall below the minimum threshold for the specified order grade are physically separated — either reclassified to a lower grade tier or withheld from shipment.
This stage pushes the cumulative defect reduction to over 95%. For orders with strict optical or cosmetic specifications, the grading threshold can be tightened further, approaching 100% exclusion of visible defects for the primary grade tier.
One point that experienced QC personnel in any professional gua sha factory must be trained to handle correctly: the distinction between natural geological features and manufacturing defects. Cloud-like formations, fibrous silk inclusions, and needle-like rutile formations inside natural quartz crystals are not defects. The GIA’s quartz gemological reference confirms these as characteristic internal features of natural quartz — inherent to the material’s geological origin, not indicators of manufacturing error or substandard production. A QC team that misidentifies natural inclusions as defects will over-reject good material and incorrectly classify acceptable products. A QC team that fails to distinguish them from actual fractures or manufacturing impurities will allow genuinely problematic material to pass. Both errors are commercially costly, in opposite directions.
How Gua Sha Manufacturers Control Impurities in Fused Crystal and Synthetic Materials

Synthetic materials — fused crystal, fused silica, resin composites — offer something natural stone cannot: a defect profile that is directly, quantitatively controllable through manufacturing process management. The bubbles, undissolved particles, and thermally induced micro-cracks that appear in poorly made fused crystal gua sha tools are not geological facts. They are the measurable consequences of specific process decisions, and they can be reduced by making better ones. The challenge is that the process variables governing fused crystal quality are spread across four distinct production stages — raw material preparation, fusion, mold filling, and cooling — and a failure at any one stage compounds the defect burden carried forward to the next.
Raw Material Preparation: Where Gua Sha Factory Defect Control Actually Begins
Fused crystal defect management starts with incoming raw material quality, long before any melting takes place. High-purity silicon dioxide (SiO₂) is the primary feedstock for silica-based gua sha materials. Trace metal contaminants — particularly iron and aluminum compounds — must be held below specific concentration thresholds; iron content above a few parts per million causes visible discoloration and nucleates particulate inclusions in the finished material. Flux agents used to reduce the effective melting temperature must themselves be sourced at high purity, because contaminated flux introduces undissolved particles directly into the melt — particles that no downstream process can remove once solidification has occurred.
Particle size uniformity in the raw feedstock is equally important. Raw material powder that contains oversized particles or hard agglomerates will not liquefy completely even at high fusion temperatures, leaving solid inclusions suspended in the melt. All feedstock should be passed through a fine-mesh sieve to standardize particle size distribution before use. Moisture content in the raw material is one of the most common and most preventable sources of gas bubble formation in finished fused crystal products: moisture absorbed into the silica powder converts to water vapor during melting, and if the fusion rate does not allow that vapor to escape before solidification begins, it becomes trapped as internal bubbles. Incoming raw materials should be dried to a defined moisture content specification and stored in sealed, humidity-controlled conditions between production runs.
Fusion Process Control in the Gua Sha Factory: High Temperature, Vacuum Degassing, and Controlled Pouring
The fusion process itself involves three control points, each directly affecting the clarity of the finished material. The fusion temperature must be sufficient to achieve complete liquefaction of all feedstock components — typically above 1,500°C for silica-based materials. Any solid particles remaining in the melt at pour temperature will be permanently incorporated into the finished product. Continuous mechanical agitation during the fusion phase ensures compositional homogeneity throughout the batch, preventing local concentration gradients that would produce inconsistent clarity across products cut from different areas of the poured block.
Vacuum degassing of the molten material prior to pouring is the most effective single intervention available for reducing internal gas bubble density in the finished product. By placing the melt under reduced atmospheric pressure, dissolved gases and free air pockets migrate to the surface and are evacuated before the material solidifies. The SSEF Swiss Gemmological Institute, which conducts analytical work on both natural and synthetic mineral materials, recognizes vacuum treatment as a standard and effective technique for improving optical clarity in synthetic mineral products. For resin-based gua sha materials — which fuse at temperatures accessible to a much wider range of manufacturers — vacuum degassing is the single highest-impact quality variable and should be considered a baseline process requirement rather than an advanced option.
Pour rate and pour geometry complete the triad of fusion process controls. Rapid pouring creates turbulent flow at the mold entry point, entraining air into the material before it has time to rise and escape. A slow, laminar pour minimizes this entrainment effect and complements the vacuum degassing step. A gua sha factory conducting tours or audits for potential buyers can be meaningfully assessed on this variable through direct observation — pour rate is a behavior, not a claim.
Gua Sha Factory Mold Design and Cooling Control: Why Slow Annealing Cannot Be Skipped
The cooling stage is where many otherwise competent fusion processes introduce the defects they worked to avoid upstream. When liquid material contacts a cold mold surface, the abrupt temperature differential creates steep thermal gradients across the material cross-section. These gradients generate internal mechanical stress, drive micro-crack initiation at the leading edge of the solidification front, and cause dissolved gases to come out of solution rapidly — producing bubbles at exactly the moment when the material is transitioning from liquid to solid and can no longer release them.
Pre-heating the mold to a temperature approaching the pour temperature before introducing the melt substantially narrows this thermal gradient and slows the solidification rate at the mold surface. Post-pour vibration or ultrasonic agitation of the filled mold assists in driving free bubbles upward and out of the material while it remains in a partially liquid state. Once the material is set, a structured annealing process — a precisely calculated temperature-time cooling curve — reduces residual internal stress and suppresses micro-fracture formation as the material contracts during final cooling. For transparent fused crystal gua sha products with strict optical specifications, the annealing profile must be calculated based on the specific batch composition, mold geometry, and target clarity grade. General “slow cooling” practice without a defined temperature curve is not process control — it is approximation, and it produces variable results.
Post-Processing and Final Inspection for Synthetic Gua Sha Materials
After forming and annealing, surface finishing involves polishing compound application and ultrasonic cleaning to remove surface-adhered particles. Final internal inspection is conducted under strong directional lighting — the same fundamental technique used for natural crystal, but with a different defect typology in focus. For synthetic materials, inspectors evaluate gas bubble distribution, undissolved particle presence, and stress-induced fracture patterns, rather than the mineral inclusions characteristic of natural stone.
Products with minor internal bubble concentrations below structural significance thresholds are graded as secondary-tier products and segregated physically from primary-grade goods. This grading separation is meaningful only if it is enforced consistently — secondary material that is blended into primary shipments due to insufficient batch segregation protocols produces exactly the quality inconsistency that downstream buyers report as “random defects.” Any gua sha manufacturer with a genuine multi-tier grading system should be able to describe how physical separation of product tiers is maintained between the inspection station and the outbound logistics area.
Two Supplementary Techniques Used in Gua Sha Production — and Their Actual Limitations

Beyond the core pipeline described above, two additional techniques are used by some gua sha manufacturers to address natural stone impurities in specific, limited circumstances. Both have legitimate applications when correctly applied to appropriate material. Both also carry risks that are frequently underestimated, particularly when used as substitutes for upstream defect avoidance rather than as supplements to it.
Heat Treatment for Crystal and Jade: What It Can and Cannot Do
Heat treatment is a documented and widely practiced technique in the gemstone industry. Both the GIA and the IGS classify it as an established trade practice that requires disclosure to buyers when applied to natural gemstones, because it alters the material’s condition from its as-mined state. For quartz-family materials, controlled low-temperature heat treatment can improve color uniformity by redistributing trace mineral colorants within the crystal lattice — a useful refinement for materials where color banding is a cosmetic concern. For jade and nephrite, targeted thermal exposure can reduce the visual prominence of very minor, surface-adjacent inclusions by altering the optical behavior of the surrounding matrix at the inclusion boundary.
What heat treatment cannot do, regardless of temperature or duration, is remove structural inclusions, eliminate established hairline fractures, or significantly improve the internal clarity of heavily included natural stone. Treating heat processing as a general-purpose impurity reduction strategy reflects a misunderstanding of what it actually accomplishes. More critically, the risk profile of heat treatment in brittle natural stone is sharply nonlinear: both quartz varieties and jade tolerate gradual, controlled thermal changes within a specific temperature range, but respond to rapid temperature change or threshold exceedance with crack propagation. A furnace control failure — or a decision to push treatment temperature to amplify results — can produce batch-scale losses in material that was commercially viable before treatment. Heat treatment should be applied only to well-characterized material batches, with documented temperature parameters and a clear statement of treatment purpose.
Resin Filling and Crack Stabilization: A Legitimate Tool With Mandatory Disclosure Requirements
Resin filling — the injection of optically transparent polymer resin into surface-reaching cracks, voids, or pore networks — is a structural stabilization technique used across the gemstone and decorative stone industries. When applied to appropriate material and communicated clearly to buyers, it extends the usable yield from a natural stone batch by stabilizing mildly fractured material that would otherwise be non-functional as a finished product. A correctly stabilized natural crystal or jade gua sha tool with properly filled minor fractures can deliver equivalent structural and functional performance to an untreated piece in the same grade tier.
The governing requirement is disclosure. Resin-filled gua sha tools occupy a distinct material grade from untreated natural stone, and this distinction must be explicitly communicated at every stage of the commercial transaction — in product specifications from the gua sha factory, in pricing structures, and in representations to end customers. The IGS gemological reference classifies fracture filling as a treatment category requiring disclosure specifically because it changes the natural condition of the material in ways that affect its assessed grade and market value. A gua sha manufacturer that applies resin filling without buyer notification, or uses it to present heavily fractured material as untreated primary-grade product, is misrepresenting the product in a way that creates liability exposure throughout the supply chain. Buyers should ask explicitly — and in writing, as part of the product specification — whether any filling or stabilization treatment has been applied to natural stone orders.
FAQs About Gua Sha Factory‘s Quality Control Process
1. Can a gua sha factory completely eliminate internal impurities in natural crystal tools?
No — and any supplier who claims otherwise is misrepresenting the material. Natural crystal forms under geological conditions that cannot be reversed in a manufacturing environment. What a professional gua sha factory can do is systematically reduce the probability of impurities appearing in finished products through shape mapping, controlled cutting, and graded final inspection. When these three stages are applied consistently, defect occurrence rates drop to below 5% across a production batch.
2. Are cloudy or silky formations inside natural quartz gua sha tools considered defects?
No. Cloud formations, rutile silk, and needle-like inclusions inside natural quartz are geological features inherent to the material — not manufacturing errors. The GIA documents these as standard natural characteristics of quartz crystal. A quality control team at any competent gua sha factory should be trained to distinguish these features from actual fractures or contaminant inclusions, and should not flag or reject pieces on this basis alone.
3. What causes gas bubbles inside fused crystal gua sha tools, and can they be prevented?
Gas bubbles in fused crystal are manufacturing artifacts, not material properties — which means they are preventable. The primary causes are moisture in the raw silica feedstock, insufficient fusion temperature, and inadequate vacuum degassing before pouring. A gua sha manufacturer with proper process controls — including raw material drying, vacuum degassing of the melt, and a defined slow-pour protocol — can reduce internal bubble occurrence to negligible levels in standard production runs.

