
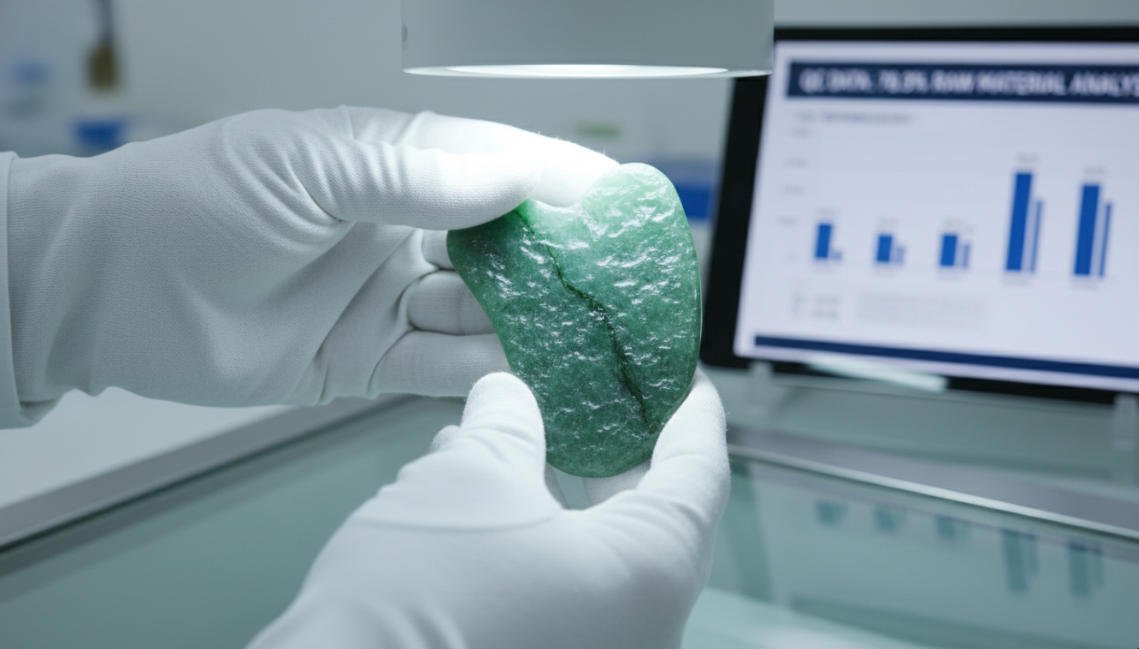
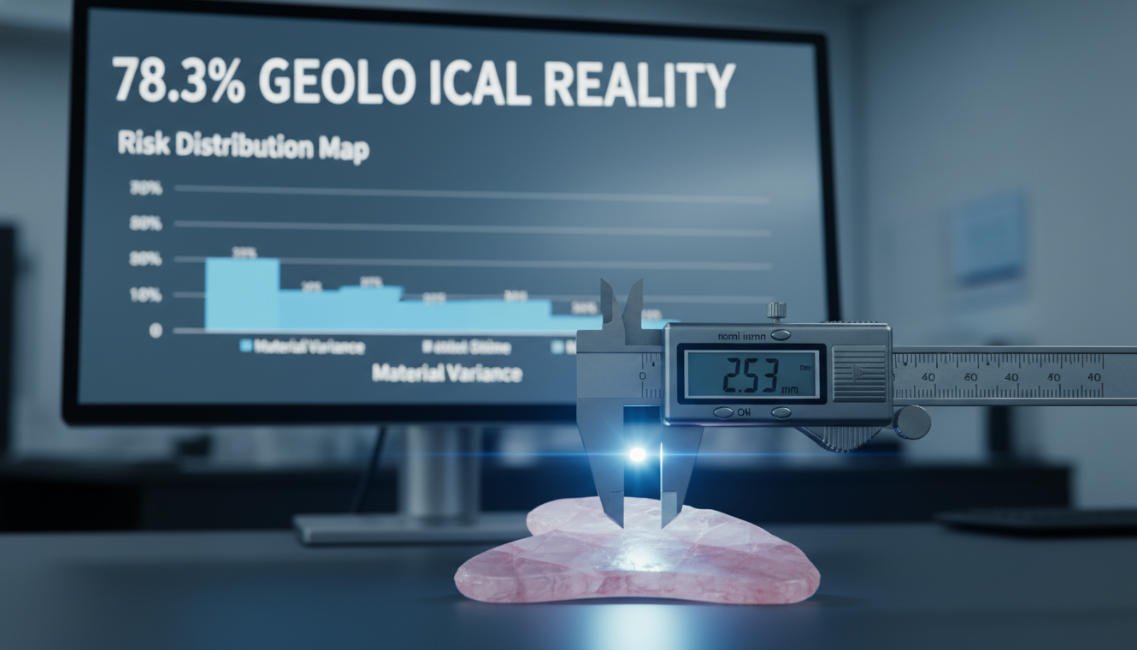
If you have ever opened a shipment of stone tools only to find hairline fractures running across the surface, you already know the problem this article addresses. Cracking is the single most damaging quality failure in gua sha production — and according to internal manufacturing data from Deyi Gems, a gua sha manufacturer with over 12 years of jade and crystal processing experience, approximately 3,000 units in a single month of production were affected by cracking across all stages of the process. What makes this number worth studying is not its size, but its breakdown: 78.3% of those failures originated in the raw material stage — before a single blade made contact. That means the majority of cracking in gua sha wholesale supply chains is determined before production even begins.
This article does not offer reassurance. It offers a structural analysis. Every cracking risk in gua sha factory operations — from the quarry to the shipping box — will be examined in the order of its statistical weight. By the end, you will have a working framework for evaluating any manufacturer’s quality control process, and a set of questions that will tell you more about a supplier’s reliability than any product catalog ever could.
- Why Cracking in Gua Sha Manufacturing Cannot Be Fully Eliminated, But Can Be Systematically Controlled
- Raw Material Defects, the Source of 78.3% of All Cracking in Gua Sha Production
- Cutting and Shaping, the Process That Turns Hidden Defects Into Visible Cracks
- Polishing, the Stage That Amplifies What Cutting Left Behind
- Product Design Flaws, the Structural Vulnerability Built In Before Production Starts
- Shipping and Packaging, the Final Risk Point That Reaches Your Customer Directly
- A Risk-Weighted Approach to Evaluating Any Gua Sha Manufacturer's Quality Control Process
- FAQs
Why Cracking in Gua Sha Manufacturing Cannot Be Fully Eliminated, But Can Be Systematically Controlled
Why “Zero Cracking” Is a Claim No Credible Gua Sha Manufacturer Should Make
When a supplier tells you their production process guarantees zero cracking, that statement itself is a data point — and not a reassuring one. Stone is a natural material. Its internal structure is neither uniform nor predictable, and no manufacturing process, regardless of equipment precision or operator skill, can fully override what geology has already decided. The question is never whether cracking will occur. The question is how well a gua sha manufacturer understands where it comes from and what percentage of it is preventable at each stage.
According to research on natural gemstone and mineral integrity published by the Gemological Institute of America (GIA), the internal structure of crystalline materials frequently contains pre-existing fracture planes and stress concentrations that are invisible under normal inspection conditions. These characteristics are not manufacturing defects — they are geological realities that every stone processor must account for. A manufacturer who denies their existence is not managing them. That gap in acknowledgment is where quality failures begin.
What separates a capable gua sha factory from a less capable one is not the absence of cracking. It is the ability to identify which cracking is controllable, which is not, and how resources should be allocated across each risk category. This is a data management problem as much as it is a manufacturing problem.
A Risk Map: Where Cracking Actually Happens in Gua Sha Production
Before examining each risk factor individually, it is useful to understand their relative weight. The internal production data referenced throughout this article covers a single calendar month of gua sha production and includes approximately 3,000 units affected by cracking across all stages. The distribution breaks down as follows: raw material defects account for 2,350 units (78.3%), manufacturing process failures account for 360 units (12%), polishing-stage failures account for 120 units (4%), structural design flaws account for 105 units (3.5%), and shipping damage accounts for 65 units (2.2%).
This distribution is not presented as an industry benchmark. It is presented because it reflects a pattern that is consistent with what material science tells us about crystalline and jade-type stone behavior under mechanical stress. The International Gem Society (IGS) notes that natural gemstones with directional cleavage — a category that includes many crystal varieties used in gua sha wholesale — are inherently more susceptible to stress-induced fracture than non-directional minerals. The implication for buyers is direct: if your supplier cannot tell you what percentage of their cracking originates at the raw material stage, they are not measuring the right thing.
The sections that follow are arranged in descending order of risk weight. You will find that the solutions with the highest return on investment are concentrated in the first two categories. This is where your supplier evaluation should start.
Raw Material Defects, the Source of 78.3% of All Cracking in Gua Sha Production
Why the Biggest Quality Risk Arrives Before Production Starts
Most quality control conversations in gua sha factory operations focus on what happens during manufacturing — blade speed, grinding pressure, operator technique. These are legitimate concerns, but they address a fraction of the actual risk. The data is unambiguous: in the monthly production sample analyzed for this article, 2,350 out of approximately 3,000 cracked units were attributable to defects that existed in the raw material before any processing began. You can optimize every downstream variable with precision, and still lose nearly eight out of ten cracked units to a problem that entered your supply chain at the quarry.
This is not a reflection of poor manufacturing. It is a reflection of how stone behaves. Natural jade and crystal are not homogeneous materials. Their internal structure is shaped by millions of years of geological pressure, temperature variation, and mineral interaction — and that structure carries consequences that affect every stage of gua sha production.
Two Categories of Structural Defect Hidden Inside Raw Stone
The raw material risk in gua sha manufacturing originates from two distinct sources, and understanding the difference between them matters for how you screen and grade incoming material.
The first category is naturally occurring structural defects. These include cleavage planes — pre-existing fracture surfaces along which a crystal will preferentially break when stress is applied — as well as grain boundaries in polycrystalline materials like jade, where different mineral regions meet at structurally weak interfaces. The GIA’s gemological research division documents cleavage as a fundamental physical property of many mineral species, noting that stones with perfect or good cleavage in one or more directions require significantly different handling protocols than those without. For crystal-type materials commonly used in gua sha wholesale — including quartz varieties and selenite — cleavage is a baseline structural reality, not an anomaly.
The second category is stress fractures introduced during extraction. Quarrying operations, whether mechanical or explosive, subject raw stone to sudden and uneven force. The resulting micro-fractures may be invisible to the naked eye and may not propagate further under low-stress conditions — which is precisely why they survive initial visual inspection and enter the production line undetected. It is only when cutting vibration, grinding pressure, or thermal stress is applied that these latent cracks reach their propagation threshold and become visible failures.
Why Crystal-Based Gua Sha Tools Carry a Measurably Higher Raw Material Risk
Not all stone types present equal raw material risk, and a gua sha manufacturer working across multiple material categories needs to account for these differences explicitly. Crystal-based materials — particularly single-crystal varieties — exhibit anisotropic mechanical behavior, meaning their strength and fracture resistance vary depending on the direction of applied force relative to the crystal lattice. This makes them substantially more sensitive to the vibration introduced during cutting than polycrystalline or amorphous materials.
Jade, by contrast, is typically a polycrystalline aggregate — either nephrite or jadeite — with a more interlocked mineral structure that distributes stress more evenly. The Swiss Gemmological Institute SSEF has published research on the structural characteristics of jadeite and nephrite that highlights this distinction, noting the fibrous or granular interlocking texture of jade minerals as a key factor in their relative toughness compared to single-crystal alternatives. This does not mean jade is immune to raw material defects — it means its defect profile is different, and the screening methodology should reflect that difference.
For a buyer sourcing across material types, this translates into a practical question: does your gua sha factory apply the same raw material inspection protocol to every stone variety, or does it differentiate by material type? A single universal screening standard is almost always a signal that the inspection process was designed for administrative convenience rather than actual defect detection.
How Raw Material Grading Reduces Source-Level Cracking Risk
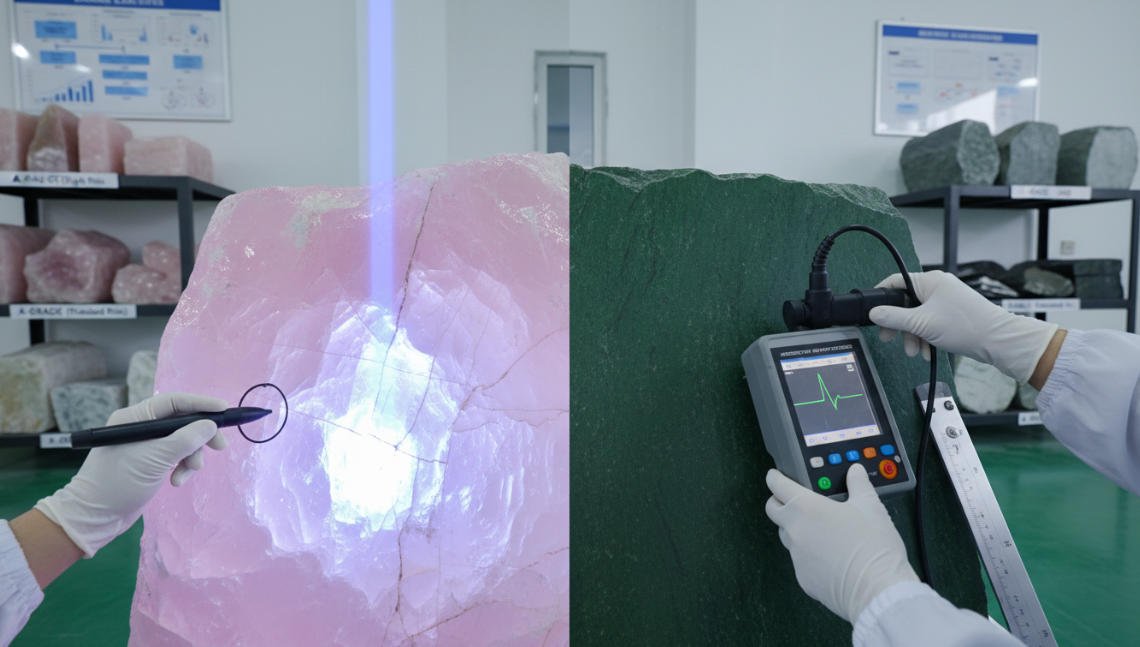
The most cost-effective intervention in the entire cracking control process happens before any machinery is turned on. Raw material grading — the systematic classification of incoming stone by visual inspection, transmitted light examination, and acoustic testing — allows defective or high-risk stock to be identified and either rejected or redirected to lower-risk product categories before it consumes any processing resources.
Transmitted light inspection, in which a high-intensity light source is passed through the raw stone to reveal internal fracture patterns, is particularly effective for crystal-type materials where surface inspection alone is insufficient. Acoustic testing — tapping the stone and evaluating the resonance of the sound produced — can indicate the presence of internal voids or fracture planes that neither visual nor light-based inspection would catch. Together, these methods form a pre-production screening layer that directly reduces the 78.3% raw material contribution to cracking losses.
The economic logic is straightforward. Identifying a defective piece of raw material before processing costs seconds and fractions of a cent. Identifying it after cutting, grinding, and polishing have been applied to it costs the accumulated labor and machine time of every stage it passed through. For gua sha wholesale operations running at scale, the difference between a robust pre-production screening process and no screening process can represent a significant shift in overall production yield. If your current supplier cannot describe their raw material grading criteria in specific terms, that gap in process transparency carries a measurable financial risk for your orders.
Cutting and Shaping, the Process That Turns Hidden Defects Into Visible Cracks
Why Cutting Is the Trigger, Not the Origin
There is a common misunderstanding in gua sha production quality discussions: when a tool cracks during cutting, the cutting process gets the blame. In most cases, this attribution is only partially correct. Cutting does not create structural weakness in stone — it reveals and amplifies weakness that already exists. A blade passing through raw material introduces mechanical vibration and localized stress concentration. If the stone is structurally sound, it absorbs and distributes that stress without incident. If the stone carries a pre-existing micro-fracture — the kind that passed through raw material inspection undetected — the vibration energy focuses at the fracture tip and drives crack propagation forward until the piece fails visibly.
This distinction matters because it changes where corrective action should be directed. Blaming cutting parameters alone for cracking that originates in raw material defects leads to process adjustments that cannot solve the underlying problem. A capable gua sha manufacturer understands the relationship between these two variables and manages them together rather than in isolation.
How High-Frequency Blade Vibration Propagates Micro-Cracks
The physics of crack propagation during stone cutting follows a well-documented pattern in materials science. As a cutting blade rotates and advances through stone, it generates cyclic mechanical stress at the contact surface. In structurally uniform material, this stress distributes relatively evenly across the cutting face. In material containing a micro-fracture, the fracture tip acts as a stress concentrator — the local stress at the tip of a crack can be orders of magnitude higher than the average stress applied to the surrounding material, a phenomenon described in fracture mechanics literature as the stress intensity factor.
When the stress intensity at a crack tip exceeds the material’s fracture toughness — a property that varies significantly between jade and crystal varieties — the crack advances. Each vibration cycle in a high-speed cutting operation applies this stress repeatedly, meaning that a micro-fracture that might survive a single slow pass can propagate to failure across dozens of high-speed cycles. For crystal-type materials used in gua sha wholesale, where fracture toughness is directionally variable, this risk is compounded by the possibility that the blade’s cutting direction is aligned with the crystal’s weakest cleavage plane.
Understanding this mechanism is not merely academic. It tells you what questions to ask your gua sha factory: at what blade speed and feed rate are different material types processed, and how were those parameters derived? If the answer is “standard settings” or “what we’ve always used,” that is a signal worth taking seriously.
Thickness Inconsistency — A Delayed Cracking Risk That Shows Up Later
Not all cutting-stage failures present immediately. One of the more difficult problems in gua sha production is thickness inconsistency — variation in cross-sectional dimensions across a single piece that results from blade drift, material hardness variation, or fixture instability during the cutting pass. A piece that exits the cutting stage appearing visually intact may carry a thin section where material removal was slightly excessive, creating a localized reduction in structural cross-section.
This type of defect behaves differently from an open crack. It does not propagate visibly at the cutting stage. Instead, it creates a stress concentration point that activates under subsequent processing loads — grinding pressure during shaping, heat accumulation during gua sha polishing, or impact during shipping. The result is a failure that appears to originate in a later stage when its actual root is in the cutting geometry. This is one reason why attributing cracking failures to a single stage is frequently misleading, and why process traceability across stages is a marker of a serious gua sha manufacturer.
Why One Cutting Standard Cannot Work Across All Stone Types
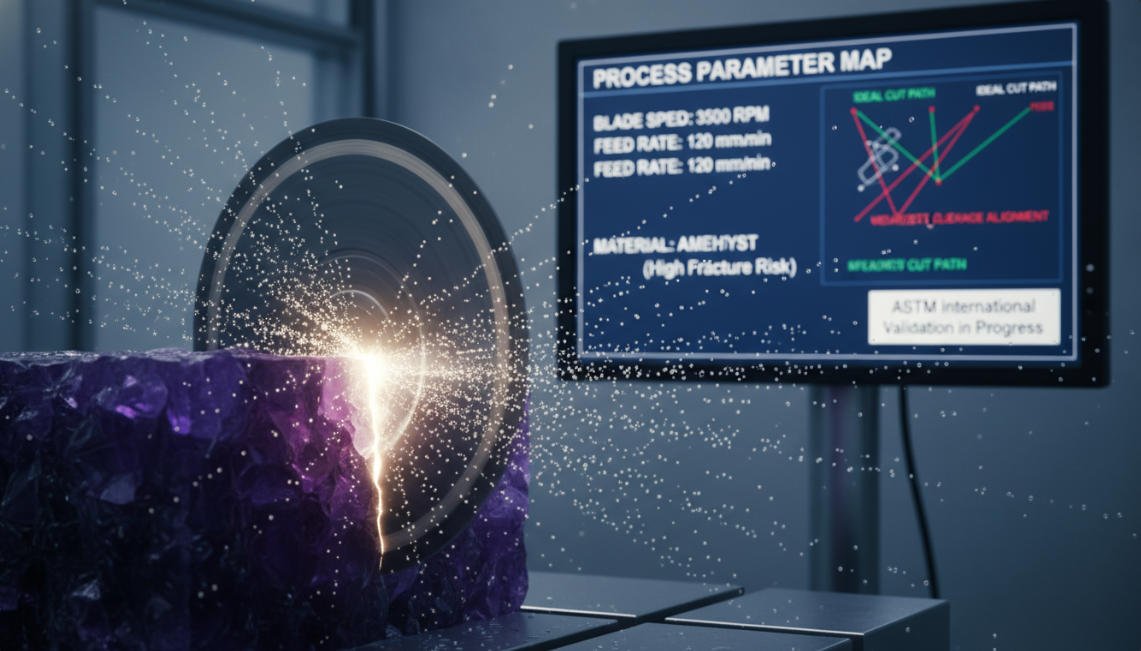
The most consequential — and most commonly ignored — principle in cutting-stage quality control is material differentiation. Different stone types have measurably different mechanical properties: hardness on the Mohs scale, fracture toughness, elastic modulus, thermal conductivity, and cleavage direction all vary between jade varieties, quartz crystals, and other materials used in gua sha production. Applying identical cutting parameters across all of these materials is not a process standard — it is the absence of one.
A differentiated cutting protocol specifies, at minimum, blade type and grit by material category, rotational speed and feed rate by material hardness, coolant flow rate and temperature by thermal sensitivity, and fixture clamping pressure by material brittleness. Developing these specifications requires testing across material batches and iterative refinement — it is not a one-time task. According to materials processing guidance from ASTM International, process parameter validation for brittle material machining should be treated as an ongoing engineering activity rather than a fixed baseline, because source material variation means that even nominally identical stone types can present different processing behavior across quarry batches.
For buyers evaluating suppliers in the gua sha wholesale market, this translates into a concrete capability question: can your gua sha factory provide documented cutting parameters differentiated by material type, and can they explain how those parameters were validated? The answer to that question tells you whether their process control is engineered or assumed. This means you can directly evaluate whether their manufacturing system is built to protect your order yield, or built for their operational convenience.
Polishing, the Stage That Amplifies What Cutting Left Behind

Why Polishing Is an Amplifier, Not an Origin Point
There is a structural logic to how cracking failures accumulate across gua sha production stages. Raw material defects establish the baseline risk. Cutting activates latent fractures and introduces new stress concentrations. Polishing, in this sequence, functions as a pressure test — it applies heat, mechanical force, and vibration to a piece that has already absorbed two prior stages of stress loading, and it does so at close tolerances where surface quality requirements demand sustained contact pressure between abrasive and stone.
In the monthly production data referenced throughout this article, gua sha polishing failures accounted for 120 cracked units — approximately 4% of total cracking losses. That figure is relatively modest compared to raw material and cutting-stage losses, but it carries a disproportionate cost implication: units that reach the polishing stage have already accumulated the full labor and machine time of every prior process. A cracking failure at this point destroys more embedded value per unit than a failure at any earlier stage. This means that a gua sha manufacturer who reduces polishing-stage losses by even a small percentage achieves an outsized improvement in production economics.
How Heat Accumulation and Pressure Expand Existing Cracks During Gua Sha Polishing
The mechanics of polishing-stage cracking differ from those at the cutting stage, and understanding that difference is necessary for applying the right corrective measures. During gua sha polishing, a rotating abrasive wheel maintains sustained contact with the stone surface under applied pressure. This generates frictional heat that accumulates locally at the contact zone — and unlike cutting, where the blade advances continuously through the material and contact time per point is brief, polishing involves repeated passes over the same area, allowing heat to build progressively.
For crystal-type materials, this thermal loading presents a specific risk. Crystalline structures are sensitive to differential thermal expansion — when one region of a crystal heats faster than an adjacent region, the resulting thermal gradient generates internal stress. If that stress concentrates at the tip of a pre-existing micro-fracture — one that survived raw material screening and cutting without propagating — the combined thermal and mechanical load can drive crack extension in a material that appeared structurally sound at all prior inspection points. The GIA’s research on thermal sensitivity in gemstones documents the differential thermal response characteristics of common mineral species, providing a scientific basis for why processing temperature management is a material-specific rather than universal concern.
Polishing pressure compounds this risk. A heavier application of contact force accelerates surface removal rates — which is beneficial for productivity — but it also increases the subsurface stress field beneath the abrasive contact zone. For pieces carrying cutting-stage thickness inconsistencies or latent micro-fractures, that subsurface stress field can reach failure thresholds that lower-pressure processing would not. The result is a crack that appears during polishing but whose actual origin spans two or three prior stages.
Polishing Sequence and Parameter Control — What a Structured Process Looks Like
The solution to polishing-stage cracking is not slower polishing or lower pressure across all operations — it is differentiated parameter control combined with a staged polishing sequence. A structured gua sha polishing process moves through distinct phases: coarse grinding to establish geometry, medium grinding to remove coarse scratch marks and reduce subsurface damage, fine grinding to approach final surface quality, and final polishing to achieve optical finish. Each phase uses progressively finer abrasive media and progressively lower applied pressure, which means each successive phase is working on a surface with less subsurface damage than the previous one.
Coolant application between phases — and sometimes within phases for thermally sensitive materials — serves two functions simultaneously: it removes heat from the contact zone to prevent thermal gradient buildup, and it lubricates the abrasive interface to reduce the friction coefficient and therefore the heat generation rate. For gua sha production involving selenite, clear quartz, or other thermally sensitive crystal varieties, the timing and method of coolant application is as important as the abrasive specification itself. You can obtain stone that is structurally well-screened and cut with precisely calibrated parameters, and still lose units at polishing if the thermal management protocol is not material-specific. This means ensuring your supplier documents not just what equipment they use for polishing, but what their staged process looks like and how it varies by stone type.
Product Design Flaws, the Structural Vulnerability Built In Before Production Starts

The Risk That Arrives With the Specification Sheet
Raw material defects, cutting parameters, and polishing protocols are all manufacturing variables — they exist within the gua sha factory and are therefore within the manufacturer’s control. Design flaws are different. They arrive from outside the factory, embedded in the product specification or custom order drawing, and they create structural weak points that no amount of manufacturing precision can fully compensate for. In the production data analyzed for this article, design-related cracking accounted for 105 units — 3.5% of total losses. That percentage understates the problem’s significance, because design flaws affect entire production batches rather than individual units, and they tend to repeat across orders unless explicitly identified and corrected.
The reason design flaws are the most commonly overlooked cracking risk in gua sha wholesale sourcing relationships is that they are not visible in the manufacturing process itself. A too-thin edge or an overly narrow comb tooth looks acceptable on a product drawing. It photographs acceptably in samples. It is only under the mechanical stress of cutting, grinding, or gua sha polishing that the structural insufficiency becomes a cracking failure — and by that point, the full production batch may already be in process.
Three Design Structures That Consistently Produce Higher Cracking Rates
The first and most frequent structural problem is excessive edge thinness. When the edge profile of a gua sha tool is specified below the minimum wall thickness that the material can sustain through a full polishing cycle, the edge becomes a preferential failure zone. The mechanical stress applied during grinding concentrates at thin cross-sections because there is insufficient material mass to distribute the load. The exact minimum viable thickness varies by material — jade tolerates thinner profiles than crystal varieties due to its polycrystalline toughness advantage — but the principle applies across all stone types used in gua sha production.
The second structural problem is comb tooth geometry. Gua sha tools with comb-style edges — typically used for scalp or body applications — require teeth that are narrow enough to be functionally useful but thick enough to survive manufacturing. When tooth dimensions drop below a material-specific threshold, the root of each tooth becomes a stress concentration point during the cutting stage. The vibration energy that a wider tooth section would distribute across its cross-sectional area instead focuses at the narrow root, driving crack initiation precisely at the point of maximum structural demand. This is a geometry problem, not a materials problem, and it cannot be solved by better cutting parameters alone.
The third structural problem is corner radius specification. Sharp interior corners — narrow R-angles at the junction of two surfaces — are stress concentration points in any structural material, a principle that applies equally to engineering metals and natural stone. ASTM International’s standards for brittle material handling consistently reference minimum corner radius requirements as a factor in fracture prevention. In stone tool design, an R-angle that is too narrow creates a notch effect: applied stress amplifies at the corner tip, and crack propagation initiates there preferentially. Widening the corner radius distributes that stress over a larger surface area and measurably reduces failure rates at those locations.
Design for Manufacturability — The Review Process That Prevents Batch-Level Losses
Design for Manufacturability (DFM) review is the process by which a manufacturing engineer evaluates an incoming product specification against the material and process constraints of the production environment before committing to production. For gua sha wholesale buyers placing custom orders, DFM review is the mechanism that catches structural design problems before they become production losses. A gua sha manufacturer that conducts DFM review as a standard part of order intake is providing a service whose value is not always visible in the per-unit price but is consistently visible in production yield and reorder rates.
The practical output of a DFM review for a stone tool specification includes minimum wall thickness confirmation by material type, comb tooth dimension validation against cutting and polishing stress models, corner radius assessment against material fracture toughness data, and identification of any features whose geometry conflicts with available tooling. When a conflict is identified, the review produces a specific modification recommendation — not a general observation — that the buyer can evaluate and accept or negotiate. This means you gain advance visibility into structural risk before your production budget is committed, and you can make informed decisions about design tradeoffs rather than discovering them as cracking losses after the fact.
Shipping and Packaging, the Final Risk Point That Reaches Your Customer Directly

Why the Last 2.2% of Cracking Losses Carry the Highest Buyer Visibility
Shipping damage accounted for 65 units in the production sample analyzed throughout this article — the smallest category by volume, representing 2.2% of total cracking losses. That number might appear to justify low prioritization. It should not. Every other cracking failure in this article occurs inside a gua sha factory, where it is identified during quality inspection and removed from the shipment before it reaches you. Shipping damage is different: it occurs after inspection, after packaging, and after the goods leave the manufacturer’s facility. It is the cracking failure your customer sees. It arrives in the box they open.
For buyers managing gua sha wholesale operations, shipping damage directly affects end-customer satisfaction, return rates, and reorder decisions. A supplier with a robust raw material screening process and a precisely calibrated cutting protocol can still deliver a damaging customer experience if their packaging engineering does not match the fragility profile of the product they are shipping. This means evaluating your supplier’s packaging methodology is not a secondary concern — it is the final verification that their quality commitment extends to the moment of delivery.
Why Standard Box Packaging Fails for Stone Gua Sha Tools in Transit
The failure mode of standard packaging for stone tools in long-distance transit follows a consistent pattern. A cardboard box with loose fill material — whether paper wadding, air pillows, or generic foam sheets — allows the product to move within the packaging when the box is subjected to the acceleration and deceleration forces of transportation. Those forces are not trivial. Road freight subjects packages to sustained low-frequency vibration from road surface irregularities. Air freight involves pressure changes and handling impacts at transfer points. Sea freight combines sustained vibration with the possibility of stacking loads that apply compressive force to the top of the outer carton.
Stone tools are brittle. Their fracture toughness — the material property that governs resistance to crack propagation under impact — is low relative to their compressive strength. This means they can withstand significant static pressure but fail rapidly under sharp impact or repeated low-amplitude vibration. Standard packaging that allows lateral movement within the box exposes every unit to exactly the impact profile that stone handles worst: repeated small collisions against adjacent units or packaging walls, each one applying a brief, high-acceleration force to a contact point that concentrates stress at the edge or surface geometry of the tool. The International Safe Transit Association (ISTA) documents transit stress profiles for multiple shipping environments and provides test protocols that packaging designs can be validated against — a resource that any serious gua sha manufacturer should be familiar with.
Packaging Design Principles That Measurably Reduce Gua Sha Shipping Damage
Effective packaging for stone gua sha tools is an engineering problem, not a materials procurement problem. The solution is not simply “more foam” — it is a packaging architecture that addresses the specific failure modes of the product being shipped. Three design principles govern effective packaging for fragile stone tools in gua sha shipping operations.
The first principle is individual unit isolation. Each tool should be physically separated from every other tool in the shipment by a fixed barrier — not loose fill that compresses or shifts, but a structured foam or molded insert that holds each unit in a defined position throughout the transit cycle. When units cannot contact each other, the collision failure mode is eliminated entirely for that category of damage. The manufacturing cost of structured inserts is measurable; the cost of a damaged shipment arriving at your customer’s address is not capped at the unit replacement value — it includes the relationship cost of a fulfillment failure.
The second principle is internal void elimination. Movement within packaging is proportional to the space available for movement. A packaging design that conforms closely to the product’s dimensions — through custom-formed foam, die-cut inserts, or vacuum-formed trays — reduces the acceleration distance available before an impact occurs. Reducing that distance reduces impact velocity, and impact force scales with velocity. This is not a marginal improvement: halving the available movement distance in a packaging cavity can reduce peak impact force by a factor that meaningfully changes whether a given impact causes cracking or does not.
The third principle is multi-layer shock absorption. No single packaging material absorbs all frequencies of vibration and impact energy equally well. An effective gua sha shipping package uses at least two layers of different material types — typically a dense foam for structural support and impact absorption combined with a softer foam or air cell layer for vibration damping — because the two layers address different portions of the transit stress spectrum. This layered approach is standard in packaging engineering for fragile goods and is directly applicable to stone tool shipments in gua sha wholesale supply chains.
A Risk-Weighted Approach to Evaluating Any Gua Sha Manufacturer’s Quality Control Process

Allocating Attention in Proportion to Actual Risk
The five root causes examined in this article are not equally weighted, and the corrective investments directed at them should not be equally weighted either. Raw material screening addresses 78.3% of cracking losses — it deserves the majority of your evaluation attention when assessing a gua sha manufacturer. Cutting parameter differentiation addresses the second-largest category. Polishing protocol, design review, and packaging engineering address progressively smaller but still consequential risk segments. A supplier who has built robust controls at the high-weight stages and functional controls at the lower-weight stages will consistently outperform one whose quality attention is distributed without regard to statistical impact.
The practical implication for gua sha wholesale buyers is that supplier evaluation should be sequenced by risk weight rather than conducted as a uniform checklist. Begin with raw material: can your supplier describe their incoming stone inspection process in specific, material-differentiated terms? If that question produces vague answers, the downstream quality controls become largely irrelevant, because the largest source of cracking risk is not being managed at its origin point.
Seven Questions That Reveal More Than Any Product Catalog
Rather than evaluating a gua sha factory on the basis of their marketing materials or sample quality alone, the following questions can surface the actual depth of their process control capability. First, what is your raw material rejection rate by material type, and how is that rate tracked? A supplier who measures rejection rate is managing it; one who cannot answer the question is not. Second, do your cutting parameters differ between jade and crystal varieties, and can you provide the basis on which those parameters were established? Third, how do you stage your gua sha polishing process, and what cooling protocol do you apply for thermally sensitive materials? Fourth, do you conduct any form of design review before committing a custom specification to production, and what is the output of that review? Fifth, how is your transit packaging validated — has it been tested against a defined drop or vibration standard, or is the design based on assumed adequacy? Sixth, at what production stage do cracking failures most frequently occur in your facility, and what does that distribution tell you about where your process controls are strongest and weakest? Seventh, can you share production yield data across a representative sample of orders, including the cracking loss rate by stage?
These questions do not require a supplier to be perfect. They require a supplier to be measuring. A gua sha manufacturer who tracks their own failure data by stage, who can articulate why their parameters are set as they are, and who reviews custom designs before production commits, is a supplier whose quality outcomes are at least partially predictable and improvable. That predictability is the actual asset you are purchasing when you enter a sourcing relationship — not a catalog of process descriptions, but an evidence-based confidence that your order yield will be consistent over time.
The Bottom Line for Gua Sha Wholesale Sourcing Decisions
Cracking in gua sha production is not a problem that any single intervention solves. It is a risk distribution across five distinct stages, each with its own physical mechanisms, its own detection difficulty, and its own corrective investment profile. The data examined in this article — drawn from Deyi Gems internal production records and aligned with material science literature from GIA, IGS, SSEF, and ASTM International — points consistently toward one organizing principle: the earlier in the production sequence a risk is identified and addressed, the lower its total cost to both manufacturer and buyer.
Your sourcing decision ultimately rests on one question: does the manufacturer you are evaluating understand cracking as a system, or as a series of isolated incidents? A system thinker builds controls at each stage in proportion to that stage’s risk weight, tracks outcomes with enough granularity to distinguish between failure modes, and treats a customer’s design specification as a joint engineering problem rather than an instruction to be executed without review. That is the difference between a supplier whose quality is consistent and one whose quality is occasional. For gua sha wholesale buyers making volume sourcing commitments, that difference compounds with every order placed.
FAQs
1. Can a gua sha manufacturer guarantee zero cracking in production?
No credible gua sha manufacturer can guarantee zero cracking. Stone is a natural material with pre-existing internal defects that no manufacturing process can fully override. What a reliable manufacturer can do is systematically reduce cracking rates through raw material grading, differentiated cutting parameters, and structured polishing protocols.
2. Why do crystal gua sha tools crack more often than jade ones?
Crystal-based materials exhibit directional fracture weakness along their cleavage planes, making them significantly more sensitive to the vibration introduced during gua sha production. Jade, as a polycrystalline aggregate, distributes mechanical stress more evenly across its interlocked mineral structure, giving it a measurable toughness advantage over single-crystal alternatives.
3. How do I know if my gua sha factory has proper raw material screening?
Ask your gua sha factory to describe their incoming stone inspection process in specific terms — including rejection rate by material type and the detection methods they use. A supplier who cannot answer with material-differentiated criteria is likely applying no meaningful screening at all, which directly increases your order’s cracking risk.


